-
Электронная почта
shouwang6368@126.com
-
Телефон
18051034886
-
Адрес
Нанкинская зона экономического развития Лишуй
Категории продукта
Нанкинская компания машиностроения


Оборудование для разделки упаковки
ДоговариваемыйОбновление на01/05
- Модель
- Природа производителя
- Производители
- Категория продукта
- Место происхождения
Обзор
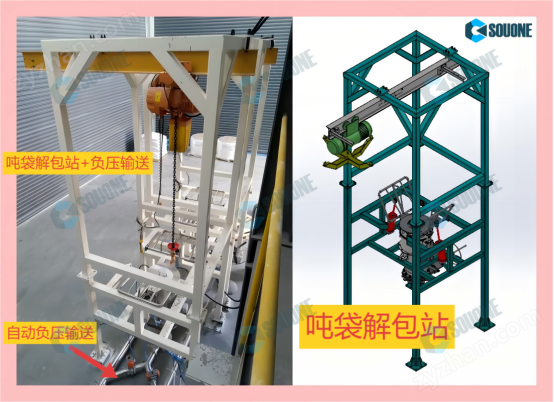
Оборудование для сброса упаковок представляет собой автоматизированную замкнутую транспортную линию, состоящую из трех частей: оборудования для разборки мешков тонн (также может быть искусственным устройством для сброса мешков), вакуумного транспортного оборудования и склада хранения, применимого к промышленной упаковке и транспортировке порошков, частиц и других материалов.
Подробности о продукте
Оборудование для разделки упаковкиОписание и характеристики системы.
Описание системы:
Оборудование для сброса упаковок представляет собой автоматизированную замкнутую транспортную линию, состоящую из трех частей: оборудования для разборки мешков тонн (также может быть искусственным устройством для сброса мешков), вакуумного транспортного оборудования и склада хранения, применимого к промышленной упаковке и транспортировке порошков, частиц и других материалов.
Рабочий процесс будет следующим:
1. Тонны мешков для демонтажа: тонны мешков для демонтажа мешков через оборудование для демонтажа мешков, материал падает в нижний бункер;
2. вакуумная подача: загрузчик автоматически всасывает материал в вакуумный трубопровод для передачи в плотном замкнутом режиме потоком отрицательного давления (может обеспечить непрерывную разгрузку);
3. Склад хранения: материал в конечном итоге поступает в правый склад хранения для завершения полной автоматизации процесса.
Особенности системы:
1. Эффективное закрытие
- Полная трубопроводная транспортировка, исключающая выброс пыли, в соответствии с требованиями охраны окружающей среды и гигиены труда (например, стандарты GMP, ATEX).
2. Автоматизация операций
- Сокращение вмешательства человека, тонны мешков распаковки, транспортировки, хранения последовательно завершены, повышение эффективности производства.
3. Модульный дизайн
- Четкая компоновка оборудования (левый демонтаж пакета → доставка в середине → правое хранение), облегчает техническое обслуживание и оптимизацию процесса.
4. Безопасность и стабильность
- Металлическая конструкция (серебристо - серый субъект) коррозионная стойкость, красная маркировка предупреждающих знаков на ключевых участках для обеспечения эксплуатационной надежности.
5. Гибкая адаптация
- Совместимы с различными свойствами материала (например, легкоиспаряемость, высокая вязкость), емкость бункера настраивается по требованию.
Сценарий применения:
Обработка порошкообразных материалов в химической, пищевой, фармацевтической и других отраслях промышленности особенно подходит для производственной среды с высокими требованиями к чистоте и автоматизации.
(Примечание: Фактические параметры должны быть скорректированы в соответствии с конкретным типом оборудования и характеристиками материала.)

Оборудование для разделки упаковкиВ качестве основного устройства для обработки порошка в химической промышленности, пищевых продуктах, строительных материалах и других отраслях промышленности, его техническое обслуживание должно быть сосредоточено на очистке, смазке, креплении, калибровке звеньев, в сочетании с характеристиками оборудования для разработки целевого плана, может значительно повысить эксплуатационную стабильность и продлить срок службы.
I. Ежедневная уборка: предотвращение остатков и засорения
Очистка поверхности оборудования
Используйте чистую тряпку или сжатый воздух для очистки поверхности оборудования от пыли и пятен, чтобы избежать коррозии металлических деталей, вызванных остатками коррозионных материалов.
Сосредоточьтесь на очистке входного отверстия, выходного отверстия, уплотнения и других легко загружаемых областей, чтобы предотвратить затвердевание материала после блокировки трубопровода.
Очистка внутреннего пространства
После ежедневного простоя откройте дверь технического обслуживания оборудования и очистите внутренние остаточные материалы, такие как барабанное сито, коллектор материалов, спиральный конвейер и другие специальные инструменты.
Упаковочный пылеуловитель очищается от пыли, чтобы обеспечить проницаемость фильтрующего мешка и предотвратить плохую вентиляцию или утечку пыли из - за блокировки.
Защита ключевых компонентов
При очистке избегайте прямого контакта воды или влажной ткани с электрическими элементами, такими как двигатель, датчик и т. Д., Чтобы предотвратить короткое замыкание или помехи сигнала.
Для корпуса из углеродистой стали, даже если длительное бездействие, необходимо регулярно протирать маслом, чтобы предотвратить окисление ржавчины.
II. Обслуживание смазочных материалов: уменьшение износа и неисправностей
смазка трансмиссии
В соответствии с требованиями инструкции по оборудованию, регулярно добавлять смазочные материалы (например, литиевая основа 3 #) к подшипникам, шестерям, цепям и другим приводным частям, чтобы уменьшить трение и износ.
Рекомендуемый цикл смазки: Подшипники смазываются каждые 500 часов, цепи смазываются каждые 200 часов, при высокой температуре или высокой нагрузке необходимо сократить цикл.
Выбор способа смазки
Для обеспечения равномерного распределения смазочных материалов используются ручные или автоматические системы смазки (например, централизованные смазочные насосы).
Избегайте чрезмерной смазки, которая приводит к загрязнению материалов маслом или недостаточной смазке, вызывающей перегрев компонентов.
Управление записями смазочных материалов
Установите счет смазочного стола, записывайте время, место смазки, модель масла и оператора, легко отслеживать и оптимизировать план обслуживания.
III. Проверка крепления: предотвращение вибрации и смещения
крепление соединительных элементов
Ежедневно перед загрузкой проверьте, ослаблены ли болты, гайки, фланцы и другие соединения, и закрепите их с помощью крутящего ключа в соответствии со стандартным моментом (например, крутящий момент болта M12 рекомендуется 50 - 60н.м).
Сосредоточьтесь на проверке фундамента двигателя, кронштейна трубопровода, крепежного болта пылеуловителя и других чувствительных к вибрации частей.
Поиск источников вибрации
В случае возникновения аномальной вибрации во время работы устройства немедленно остановите проверку:
Сброс балансировочного блока барабанного сита;
деформация лопастей винтового конвейера;
Ремень двигателя слаб или изношен.
Применение мер защиты
Для высокочастотных вибрационных компонентов (например, вибрационных двигателей), использование антирыхлых прокладок или резьбового клея для укрепления, чтобы снизить риск ослабления.
IV. Калибровка и отладка: обеспечение точности и эффективности
калибровка датчика
Ежемесячно калибруйте модуль взвешивания стандартными гирями, чтобы убедиться, что ошибка подачи составляет менее ±1%;
Очистите объектив фотоэлектрического датчика, чтобы предотвратить пылевое покрытие, ведущее к недоразумениям (например, ошибочно полагать, что мешок был очищен).
Корректировка конвейера
Регулярно проверяйте натяжение конвейера, измеряйте с помощью натяжного манометра (например, натяжение ремня рекомендуется 50 - 80Н / см), чтобы избежать чрезмерного рыхления, ведущего к скольжению или чрезмерному ускорению износа.
отрегулируйте положение группы роликов, чтобы убедиться, что конвейер работает посередине, чтобы предотвратить отклонение, вызывающее материал карты.
Техническое обслуживание устройств для разрушения мешков
Проверьте износ режущего ножа, при толщине лезвия 2 мм своевременно замените;
Регулируйте расстояние между режущим ножом и мешком (рекомендуется 3 - 5 мм), чтобы убедиться, что сломанный мешок не повредил барабанное сито.