-
Электронная почта
shouwang6368@126.com
-
Телефон
18051034886
-
Адрес
Нанкинская зона экономического развития Лишуй
Категории продукта
Нанкинская компания машиностроения



Порошковый конвейер
ДоговариваемыйОбновление на01/05
- Модель
- Природа производителя
- Производители
- Категория продукта
- Место происхождения
Обзор
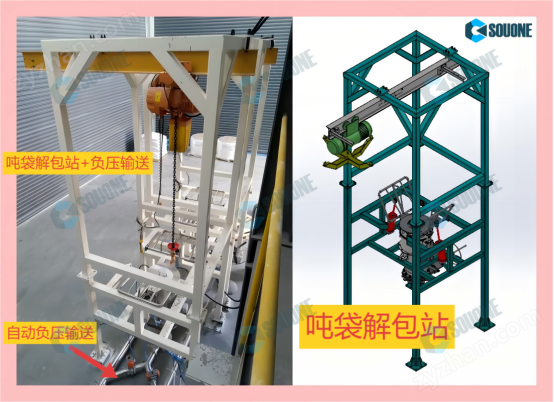
Принцип работы порошкового конвейера: когда вентилятор вытягивает воздух из пылесоса, так что внутри резервуара создается сильное отрицательное давление, порошок в порошковом мешке вдыхается вместе с воздухом через всасывающую трубку, фильтр в пылесосе эффективно предотвращает извлечение пыли и мелких частиц из воздуха.
Подробности о продукте
Порошковый конвейерПринцип работы
Когда вентилятор вытягивает воздух из пылеуловителя, так что внутри резервуара создается сильное отрицательное давление, порошок в мешке вдыхается вместе с воздухом через всасывающую трубку, фильтр в резервуаре эффективно предотвращает извлечение пыли и мелких частиц из воздуха; В этом процессе резервуар под давлением рядом с пылесосом заполнен воздухом определенного давления, и когда всасывание заканчивается, воздух в резервуаре под давлением высвобождается мгновенным импульсом, фильтр противодуется, материал, адсорбированный на фильтре, сдувается, чтобы фильтр мог поддерживать нормальную площадь фильтрации, не влияя на производительность.
Когда система начинает работать, начинает работать разгрузчик под контейнером для сбора порошка, центральная система подачи непрерывно сбрасывает порошковый материал, чтобы предотвратить накопление порошка в резервуаре нелегко упасть, под резервуаром установлен высокочастотный генератор, который может обеспечить плавный сброс порошка; Если подача порошка невелика, можно использовать метод прерывистого сброса, используя газовую струю, чтобы сформировать отрицательное давление, при всасывании материала в порошковом барабане, автоматически останавливать всасывание с помощью контроля положения материала с помощью указателя положения материала, открыть отверстие обратного продувания, открыть клапан пневматического сброса, а затем контролировать положение материала в нижней части выпускного отверстия, когда положение материала ниже положения материала, клапан выпускного отверстия закрывается и снова начинает всасывать материал. Вышеуказанные непрерывные или прерывистые процессы сброса могут быть установлены и автоматически управляться PLC.
Порошковый конвейер - это вакуумное всасывание для достижения цели транспортировки порошка, а затем в сочетании с фильтрацией, обратной продувкой, выпуском, управлением корпусом клапана и другими комплексными факторами интегрированной системы. Система в основном используется для транспортировки порошковых, гранулированных, порошковых и других материалов; Система может автоматически доставлять различные материалы в бункеры упаковочной машины, инъекционной машины, измельчителя и другого оборудования, а также может доставлять смешанные материалы непосредственно в смесительную машину и различные гибридные резервуары, чтобы решить проблему пыли при заправке, уменьшить трудоемкость рабочих, является системой отбора для транспортировки порошка.

Описание программы управления эксплуатацией загрузчика
(1) Введите I1 Закрыто (включено),
Сначала откройте спускной клапан загрузчика Q3, а затем перейдите к следующему шагу;
(2) Процедура пневматической загрузки: чередование хронометрических переключений цикла B001TH / TL
Действие всасывания:
Время всасывания = время подачи + время очистки;
Время отсчета TH: время отсчета подачи Q1, всасывающего Q2 открывается одновременно, время задержки B004 до отсоединения подачи Q1, запуск Q4 (очистка) сцинтилляция продолжается до остановки всасывающего Q2, время отсчета всасывающего материала B001TH наступает, переключается на слив.
Действие сброса:
Время отсчета TL: переключайтесь на распыляемый Q3, чтобы открыть, в то время как Q4 (обратное дутье) мигающее действие, одновременно вибрируйте.
Время выхода BOO1TL истекло, переключившись на отсос.
(3) Введите I1 отключение (остановка)
Немедленно активируйте спусковой клапан (в то же время фильтр обратного продувания), запаздывайте после остановки.
Когда устройство настроено с высоким и низким датчиком положения материала, устройство работает по следующей программе:
(4) При срабатывании срабатывания на высоком уровне подачи немедленно запускается спускной клапан, после задержки прекращается в режиме ожидания.
(5) Выполните вторую операционную программу, когда срабатывает действие низкого уровня
Примечание: неправильная настройка параметров времени может привести к вакуумной заглушке или недостаточной подаче, а в серьезных случаях даже повредить вакуумную загрузочную машину
Пожалуйста, отрегулируйте параметры под руководством профессионала или позвоните производителю, чтобы получить техническую поддержку.
Конкретные параметры:
|
Проект / модель |
Тип SWP180
|
Тип SWP250
|
Тип SWP320 |
Тип SWP430
| Тип SWP560 |
Тип SWP800 | |
| Сжатый воздух | давление | 0.5-0.8Мпа | 0.5-0.8Мпа | 0.5-0.8Мпа | 0.5-0.8Мпа | 0.5-0.8Мпа | 0.5-0.8Мпа |
| давление | расход воздуха
| 0.36М3/мин | 0,65 м3/мин | 1.26М3/мин | 2,7 м3/мин | 3,6 м3/мин | 4.5М3/мин |
| Пропускная способность | 0.1-0.5T/ч | 0.3-0.8T/ч | 0.5-1.2Т/ч | 1.3-3.5T/ч | 2.5-6.0Т/ч | 5.0-10.0Т/ч | |
| фильтр | Ti07 Немецкий импортный фильтр, PTFE фильтр, Ti жареный фильтр | ||||||
| Площадь фильтрации |
0,33М2 |
0,33М2 | 0,99М2 |
2М2 |
2,3 м2 | 3.3М2 | |
| Судно всасывающего отверстия | ДН38 |
ДН50 |
ДН75 | ДН100 |
ДН100 | ДН150 | |
| калибр раскроя | φ150 | φ150 | φ200 | φ200 | φ250 |
φ300 | |
| Объем вакуумного бункера | 7л | 18 л | 35л | 56 л |
96л | 250л | |

Порошковый конвейерПодробная информация об установке, процессе работы и техническом обслуживании
I. Процесс установки и меры предосторожности
Фундаментальная подготовка и разметка
Перед установкой необходимо завершить строительные работы, такие как транспортная башня, бункер и т. Д., А также проверить, соответствует ли положение болтов и предварительно зарытых стальных листов проектным требованиям.
Определите центральную линию оборудования, чтобы обеспечить точное положение установки рамы (головная рама, средняя рама, хвостовая рама), чтобы избежать последующего отклонения конвейера.
Шаги сборки оборудования
Монтаж стойки: последовательно устанавливайте головную раму, промежуточную раму, хвостовую раму, обеспечивая горизонтальность и вертикальность.
Установка опорных роликов и барабанов: установка нижних опорных роликов и переключение на ролики, размещение конвейера на нижних опорных роликах, а затем установка опорных роликов.
Установка привода: Установка приводного барабана, приводного устройства (двигателя, редуктора), обратите внимание, что ось двигателя концентрична с осью редуктора, радиальное смещение муфты 0,5 мм.
Подключение конвейерной ленты: конвейерная лента соединяется методом вулканизации или механическим соединением, при вулканизации давление контролируется на уровне 5 - 10Kg / cm² при температуре около 140°C, время изоляции рассчитывается по формуле (например, 16 + (слой - 3) × 2 минуты).
Установка вспомогательных деталей: Установка натяжного устройства, очистителя, направляющего желоба, кожуха и т. Д. Чтобы убедиться, что очиститель тесно контактирует с конвейерной лентой, направляющий желоб хорошо запечатан.
Установка отладочных элементов
Испытательная работа с холостой нагрузкой и нагрузкой: новое оборудование должно выполнять 2 часа холостой нагрузки и 8 часов работы с нагрузкой, проверять направление вращения барабана, электрические сигналы, отступ тормоза и так далее.
Регулировка отклонения: если конвейер отклоняется, отрегулируйте хвост на барабан или винтовое натяжное устройство; Местное отклонение может быть автоматически исправлено центрирующим роликом.
Безопасность: при устройстве тротуара за хвостовым барабаном необходимо установить перила или защитные щиты; Устройство вертикального натяжения навес под блоком тяжелого молота.
II. ПРОЦЕСС И ПРИНЦИП РАБОТЫ
Механический конвейер
Спиральный конвейер: двигатель управляет вращением спиральной оси, спиральная лопатка толкает материал в U - образной канавке или круглой трубе, подходящей для горизонтальной или наклонной транспортировки.
Ковшовый подъемник: двигатель управляет циклическим движением бункера через цепь или ленту, бункер выкапывает материал и поднимается до высокого уровня разгрузки, подходит для вертикальной транспортировки.
Ленточный конвейер: двигатель приводит барабан в вращение, приводит конвейер в движение, материал перемещается с конвейером в пункт назначения, подходит для транспортировки на большие расстояния горизонтально или наклонно.
пневматический конвейер
Поглощение при отрицательном давлении: вакуумный насос создает отрицательное давление в трубопроводе, материал всасывается в трубопровод и транспортируется с воздушным потоком в сепаратор, очищенный воздух выбрасывается через пылеуловитель.
Положительный компрессор: воздушный компрессор подает сжатый воздух в трубопровод, материал под действием положительного давления толкается в трубопровод, транспортируется в сепаратор и отделяется от потока.
Смешанный: в сочетании с всасыванием отрицательного давления и подачей положительного давления, подходит для сложных транспортных потребностей (например, транспортировка на большие расстояния и в высоком положении).
вакуумная система подачи порошка
Воздух вытягивается вентилятором из пылесоса, в результате чего внутри резервуара образуется отрицательное давление, а порошок вдыхается в него через пылесос.
Фильтр предотвращает утечку пыли, резервуар под давлением после окончания всасывания импульса выделяет воздух, фильтр обратного продувания для поддержания площади фильтрации.
Непрерывный или прерывистый процесс сброса автоматически управляется PLC, подходит для автоматической загрузки упаковочной машины, литья и другого оборудования.
III. Вопросы технического обслуживания и рекомендации по техническому обслуживанию
Повседневное обслуживание
Очистка и техническое обслуживание: регулярная очистка конвейерной ленты, барабана, опорного валка и других компонентов, чтобы предотвратить накопление материала, ведущее к скольжению или износу.
Обслуживание смазки: Проверьте систему смазки, регулярно заменяйте или заправляйте смазочные материалы (например, редуктор, муфта, основание подшипника и т. Д.), чтобы избежать сбоев, вызванных плохой смазкой.
Проверка деталей: проверка транспортеров, шкивов, цепей передачи, подшипников и других уязвимых деталей, своевременная замена изношенных деталей; Проверьте исправность электрических систем, датчиков, приборов.
Периодическое обслуживание
Обслуживание системы пылеулавливания мешков: ежедневный обход оборудования, крепежных соединений, проверка механизма очистки золы, фильтрации мешков; еженедельное впрыскивание моторных компонентов, очистка фильтров системы сжатого воздуха; Ежемесячно проверяется натяжение фильтра и корректируется.
Регулирование конвейерной ленты: регулировка натяжения конвейерной ленты на регулярной основе, чтобы предотвратить чрезмерное рыхление или перенапряжение; Проверьте состояние движения приводов (например, цилиндров, электрических цилиндров) и аксессуаров источника воздуха.
Устранение неполадок: своевременное обнаружение и устранение неполадок оборудования (например, электромагнитный клапан не распыляется, зола из трубки не выгружается плавно и т. Д.), чтобы обеспечить стабильную работу оборудования.
Правила безопасной эксплуатации
Эксплуатационная безопасность: избегайте очистки или замены деталей во время работы конвейера и предотвратите вовлечение персонала; При устройстве тротуара за хвостовым барабаном устанавливается защитное устройство.
Экологическая безопасность: когда оборудование перестает работать, заменить внутренний газ системы воздухом, подтвердить безопасность, прежде чем проводить техническое обслуживание; Перед пылеуловителем установлено оборудование для контроля температуры дыма и блокировки, чтобы предотвратить сжигание фильтрующего мешка.
Запись и передача: установить запись об использовании технического обслуживания, сделать хорошую передачу между классами; Каждое оборудование должно иметь учетную документацию по техническому обслуживанию для облегчения отслеживания проблем.